





دستگاه ریخته گری تحت فشار خلاء جواهرات
دستگاه ریخته گری تحت فشار خلاء جواهرات,
دستگاه ریخته گری تحت فشار خلاء جواهرات,
ویژگی ها
روش های ریخته گری
روش های معمول ریخته گری عبارتند از:
ریخته گری شعله
ریخته گری القایی
ریخته گری تحت فشار خلاء
ریخته گری شعله
ریخته گری شعله سنتی ترین روش ریخته گری است و احتمالاً رایج ترین و کم هزینه ترین روش است. این روش برای توسعه تکنیک های ریخته گری مفید بوده است اما با الزامات قانونی و فنی بازار کنونی مطابقت ندارد. این تکنیک صرفاً بر اساس شایستگی و مهارت اپراتور است: استفاده از این تکنیک مستلزم توانایی کنترل شعله، دانش خوب فلزکاری و همچنین حساسیت و دقت عملیات است. اگرچه این درست است که بسیاری از اپراتورها استاد واقعی این تکنیک هستند. فکر کنید که این تکنیک تکرارپذیری و سطح کیفیت ثابت را تضمین نخواهد کرد. و اگر فرآیندی مانند این کاملاً مبتنی بر مهارت و شایستگی اپراتور باشد، فرآیندی انعطافپذیر نیست و انعطافپذیری یک نیاز ضروری برای آزمایشگاههای تکنسین دندانپزشکی مدرن است. در واقع، فرآیند باید بدون توجه به صلاحیت اپراتورها قابل تکرار باشد. علاوه بر این، روش ریختهگری با شعله اجازه صدور گواهینامه و مستندسازی فرآیند ریختهگری را با استفاده از سیستمهای کنترل فرآیند خودکار نمیدهد.
ریخته گری القایی
ریختهگری القایی مطمئناً یک پیشرفت در بخش ریختهگری بوده است، اما با وجود این، این تکنیک دارای ویژگیهایی است که استفاده منطقی و سازمانیافته از آن را در آزمایشگاه تکنسین دندانپزشکی غیرممکن میسازد. سیستم القایی ماهیت و در کل نیمه اتوماتیک است. فرآیند، مانند ریخته گری شعله، به مهارت اپراتور بستگی دارد. این یک واقعیت است که اپراتور وظیفه دارد ارزیابی کند که آیا ذوب درست بوده است یا خیر و فعال شود. دستگاه گریز از مرکز بنابراین، تکرارپذیری و سطح کیفیت ثابت را نمی توان با استفاده از این تکنیک تضمین کرد. ریخته گری القایی بسیار سریع است. آلیاژ فلز از داخل به خارج گرم می شود. ماهیت فنی سیستم القایی تثبیت دمای آلیاژ در طول زمان یا جلوگیری از افزایش دما را غیرممکن می کند. فشار گریز از مرکز یک جهته است و بسیاری از ماشین های ریخته گری القایی دارای سیستم خلاء نیستند، بنابراین هوای موجود در واحد ممکن است باعث شود یک ریخته گری متخلخل
ریخته گری تحت فشار خلاء
ریخته گری تحت فشار خلاء همیشه یک فرآیند ریخته گری با کیفیت بالا در نظر گرفته شده است، با این حال محبوبیت آن تا اواسط دهه 90 محدود بود، زیرا دماهای بدست آمده توسط این دستگاه ها برای ذوب و ریخته گری آلیاژهای دندانی جدید مناسب نبود. نسل جدیدی از دستگاهها بعداً ساخته شدند که قادر به ذوب فلزات پایه، نیمه قیمتی، پالادین و آلیاژهای دندانی گرانبها بودند.
دستگاه های ریخته گری فشار خلاء Hasung دارای یک کنترل عالی دمای ذوب هستند که ریخته گری را در خلاء تولید می کنند و امکان انجام فشار چند جهته را فراهم می کنند. همه اینها انعطاف پذیری زیاد در استفاده، تکرارپذیری و کیفیت ثابت را تضمین می کند و تأثیر اپراتور بر نتیجه را به حداقل می رساند.
چگونه به بازیگری خوب برسیم
الزامات دمای ریخته گری را دنبال کنید
حفظ کنترل دمای ریخته گری مهمترین نیاز برای حفظ ویژگی های متالورژیک آلیاژ است. انطباق با داده ها و مشخصات ریخته گری برای جلوگیری از تصعید فلزات با نقطه ذوب پایین موجود در آلیاژ ضروری است.
یک فلز مذاب در دمای مناسب دارای تمام ویژگی های تعیین شده توسط شرکت سازنده خواهد بود، در غیر این صورت ممکن است تغییراتی در ساختار متالورژیک فلز ایجاد شود که ممکن است در مراحل بعدی فرآوری تغییراتی در خواص فنی و مشکلاتی ایجاد کند.
ریخته گری با فشار همه جانبه
آلیاژهای دندانی از چندین فلز مختلف تشکیل شده اند که هر کدام چگالی خاص خود را دارند. با استفاده از تکنیک های تزریق گریز از مرکز، نتیجه یک فشار تک جهته خواهد بود که در آن فلزات با چگالی مشخص بالاتر قبل از آنهایی که چگالی کمتری دارند وارد سیلندر می شوند. با استفاده از تکنیک های ریخته گری تحت فشار، فلز به صورت ایستا در سیلندر وارد می شود و سپس سیلندر در معرض فشار همه جهته و ثابت قرار می گیرد که امکان لایه بندی کامل فلز را فراهم می کند.
ریخته گری در خلاء
برای دستیابی به مقاومت و دقت مکانیکی بالا، ریختهگری باید در محیطی بدون هوا انجام شود. این یک ریخته گری آلیاژی کاملاً غیر متخلخل را تضمین می کند.
مزایای سیستم ریخته گری هاسونگ
انطباق با مشخصات دمای تنظیم شده
این به لطف سیستمی امکان پذیر است که کنترل ریزپردازنده، ترموکوپل و منطق کنترل را با یک سیستم الکترونیکی پیچیده که دارای یک اشاره گر مادون قرمز است، ترکیب می کند.
مزایا: حداکثر دقت در تولید آلیاژ با حفظ بعدی مشخصات متالورژیک.
فشار همه جانبه روی فلز
فشرده سازی خودکار فشاری یکنواخت و یکنواخت را روی کل سیلندر ایجاد می کند. هیچ اثر گریز از مرکز از فلزات تشکیل دهنده آلیاژ وجود ندارد.
مزایا: فشردگی آلیاژ بالاتر، لایه بندی بهتر، صرفه جویی در مواد آلیاژی (نیازی به استفاده از مواد اضافی برای کانال ها و مواد ریخته گری اضافی نیست)
ذوب در یک محیط جوی انجام می شود
اما ریختهگری در یک محیط بدون هوا انجام میشود، زیرا دستگاههای ریختهگری سری TVC، قبل از واژگونی، فرآیند تولید خودکار بدون هوا را انجام میدهند.
مزایا: حداکثر دقت، کیفیت بالا و صرفه جویی در زمان در پایان کار.
حداکثر انعطاف پذیری عملیات
قابلیت استفاده توسط تمام اجزای آزمایشگاهی برای اینکه هیچ دخالت انسانی وجود ندارد.
مزایا: قابلیت استفاده توسط تمام اجزای آزمایشگاهی.
تکرارپذیری کیفیت
این فرآیند خودکار است و هیچ دخالت انسانی ندارد.
مزایا: چرخه خودکار و عدم مداخله انسانی، تکرارپذیری کامل نتایج را می دهد.
مدیریت مقرون به صرفه
مدیریت کلی فرآیند 100% مقرون به صرفه است: مصرف انرژی الکتریکی کم و مواد مصرفی ارزان هستند.
مزایا: مقرون به صرفه بودن
چرا دستگاه ریخته گری فشار خلاء Hasung را انتخاب می کنید؟
ماشین های ریخته گری وکیوم هاسونگ با سایر شرکت ها مقایسه می شود
1. قطعات معروف جهان را با هزینه بالا از خارج از کشور اعمال کنید.
2. طرز کار عالی برای اطمینان از ماشین آلات با کیفیت.
3. کیفیت بسیار بالاتر از سایر تامین کنندگان چین.
4. نتایج عالی ریخته گری فلز.
5. با فناوری ارتعاش پیشرفته (اختیاری)، برای اطمینان از صافی ریخته گری فلزات توسط ماشین های ریخته گری فشار Hasung.
دستگاه ریخته گری تحت فشار خلاء القایی TVC مجهز به سیستم ارتعاشی است که به شما امکان می دهد نتایج بهتری در ریخته گری به خصوص برای محصولات قطعات نازک خود، جواهرات طلای عیار داشته باشید.
با کنترل پنل لمسی Mitsubishi PLC، عملکرد ساده اما عالی.
شما می توانید ریخته گری دستی یا ریخته گری تمام اتوماتیک را انجام دهید.
شما می توانید پارامترهای خود را مطابق با ویژگی های محصولات خود تنظیم کنید.
میتوانید حافظههای ریختهگری ذخیرهسازی را خودتان تنظیم کنید.
دستگاه ریخته گری از فناوری گرمایش القایی IGBT آلمان، الکتریک اشنایدر آلمان، آلمان امرون، برق میتسوبیشی ژاپن، درایو سرویس پاناسونیک ژاپن، SMC ژاپن و غیره استفاده می کند.
استفاده از اجزای با کیفیت بالا، کاردستی خوب.
پارامترهای فنی
| شماره مدل | HS-TVC1 | HS-TVC2 | HS-TVC4 | HS-TVC6 | HS-TVC8 |
| ولتاژ | 220 ولت تک فاز / 380 ولت 3 فاز 50/60 هرتز | 380 ولت 3 فاز، 50/60 هرتز | |||
| منبع تغذیه | 5KW/8KW | 8 کیلو وات | 15 کیلووات | ||
| حداکثر دما | 1500 درجه سانتی گراد | ||||
| زمان ذوب | 8-15 دقیقه / 3-5 دقیقه | 3-5 دقیقه | 3-5 دقیقه | 3-5 دقیقه | 4-6 دقیقه |
| گاز محافظ | آرگون / نیتروژن | ||||
| فشار | 0.1-0.3Mpa (قابل تنظیم) | ||||
| دقت دما | 1± درجه سانتی گراد | ||||
| ظرفیت (طلا) | 1 کیلوگرم | 2 کیلوگرم | 4 کیلوگرم | 6 کیلوگرم | 8 کیلوگرم (طلا) |
| حداکثر اندازه فلاسک | 4"x10" / 5"x12" | 5"x12"/6.3"x12" | 6.3 اینچ 12 اینچ | 8.6 اینچ در 12 اینچ / 10 اینچ در 13 اینچ | |
| پمپ خلاء | پمپ خلاء با کیفیت بالا / پمپ خلاء آلمانی، درجه خلاء - 100KPA (اختیاری) | ||||
| برنامه | طلا، K طلا، نقره، مس و آلیاژهای دیگر | ||||
| روش عملیات | عملیات تک کلیدی برای تکمیل کل فرآیند، سیستم ضد اشتباه POKA YOKE | ||||
| نوع خنک کننده | چیلر آب (فروش جداگانه) یا آب جاری | ||||
| ابعاد | 680*880*1530 میلی متر | ||||
| وزن | تقریبا 150 کیلوگرم | تقریبا 150 کیلوگرم | تقریبا 160 کیلوگرم | تقریبا 180 کیلوگرم | تقریبا 250 کیلوگرم |
نمایش محصول





ماشینهای ریختهگری تحت فشار خلاء سری Hasung VC از ظرفیتهای کوچک تا بزرگ، از سیستمهای نیمه اتوماتیک تا راهحلهایی برای تولید ریختهگری کاملاً اتوماتیک را در بر میگیرند. بسیاری از ویژگی های خاص شما را قادر می سازد تا هر ریخته گری را با توجه به ویژگی های فردی آن بهینه کنید. به طور کلی، برای هدف ریخته گری جواهرات نقره، کوچکترین ظرفیت از 1 کیلوگرم، 2 کیلوگرم، 3 کیلوگرم، 4 کیلوگرم تا 8 کیلوگرم، تا حداکثر ظرفیت مانند 20 کیلوگرم یا 30 کیلوگرم است.
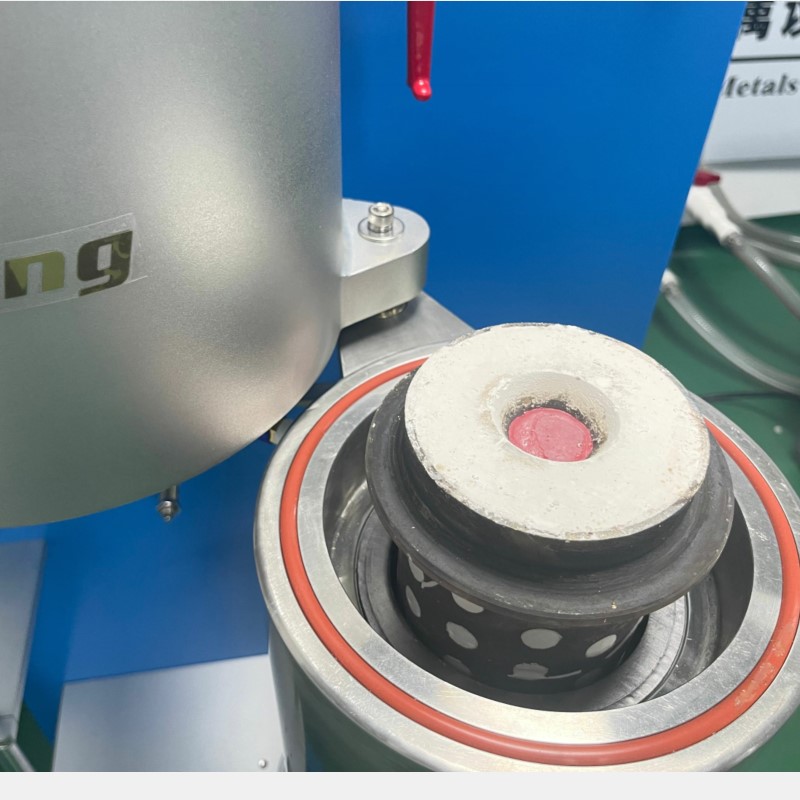
مواد مصرفی دستگاه ریخته گری تحت فشار خلاء:
1. بوته گرافیتی
2. واشر سرامیکی
3. ژاکت سرامیکی
4. درپوش گرافیتی
5. ترموکوپل
6. کویل گرمایش
خط تولید کامل جواهرات شامل:
1. چاپگر سه بعدی
2. ولکانیزر
3. تزریق موم
4. فر فرسودگی
5. دستگاه ریخته گری تحت فشار خلاء
6. تمیز کردن
7. پرداخت
امروزه کارخانجات جواهرسازی دوست دارند سیستم های ریخته گری تمام اتوماتیک داشته باشند که باعث صرفه جویی در هزینه های نیروی کار و افزایش راندمان تولید می شود. در Hasung، ما راه حل های کامل ریخته گری جواهرات را با بالاترین کیفیت محصولات تضمین شده از چین به شما ارائه می دهیم.













با ما تماس بگیرید
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur